【Page13】インナーチューブの微妙な曲りがサスペンション性能を大きく低下。
掲載日:2010年01月08日 特集記事 › バイクの足回りメンテナンス
記事提供/2009年4月1日発行 モトメンテナンス No.82
【編集スタッフの実践 その4】
サスペンション性能を大きく低下。だったら・・・・
小排気量バイクだからといって、いい加減なメンテナンスで良いというワケではなく、車体が小さいからこそ不具合ポイントは如実に体感できるというものだ。ここでは「曲っていたインナーチューブ」を修正してみよう。


現代のバイク=倒立フォークや高機能正立フォークの場合は、チューブ肉厚が薄く曲り修正することは極めて難しいが、絶版車でミニバイク、しかもパーツ入手が困難だったり、中古部品を購入しても程度極上ではないケースも多々あるので、そんなときはインナーチューブの曲り修正にチャレンジしてみよう。インナーチューブ修正には油圧プレスと測定機器&定盤が必要になるが、ディープなサンメカなら持っている人も多いはず。ここではミニトレ用フォークで実践したが、イイ感じに修正することができた。φ30mm以下のインナーチューブならば、2×4木材2本を突き合わせて、合わせ部分中心をチューブ径と同じφmmのホールソーで穴あけすれば、チューブ受けを自作できる。今回、押しコマには鉛ブロックを利用したが、チューブにキズを付けることなく追従性良く押すことができた。そもそもドナーのフロントフォークは、グイッとストロークさせると戻ってこなくなるほどインナーチューブが曲っていた。そのようなチューブでも修正できるのだから試さない手は無いと思う。
カワサキZ1/Z2に代表される大人気なモデルは、リプロダクションパーツが数多くプロデュースされ、部品調達に関して深刻な問題には至っていない。だが、不人気モデルに関しては、補修部品の確保が死活問題となっている。特に、小排気量絶版モデルの場合は、部品確保が極めて難しい現実がある。
一方、メーカーによっては信じられないほど部品供給が良い絶版旧車モデルもある。
例えば、国内では30年以上も前に販売中止になったモデルでも、実は、その後も東南アジア向けモデルとして輸出され続けていたモデルもあるのだ。そんなモデルで部品番号が大昔と共通だったりすると「ホントかよっ!!」といった純正新品部品が納品されることもある。絶版車との出逢いやその後の経過は、まさに人それぞれなのである。
ここでは、インナーチューブの曲り修正実践をリポートするが、このインナーチューブもしかりで、ほぼ同年式の旧モデルでも、その後ロングセラーが続いたモデルに関しては、今でもこんな旧式インナーチューブが新品部品で入手できる実例もある。
しかし、不運にも販売中止になっていれば(ほとんどがそのケースですが)、現状部品を修理もしくは程度が良い中古部品を探さなくてはいけない。このミニトレの場合は、作動部分にサビが無いインナーチューブながら、残念かな目視でも大きく曲っていることがわかっていた。完全に折れてシワが寄っているような曲りならば問答無用で諦めるが、そうでもないので「何とか直してみましょうか・・・・」ということになった。
作業後に感じたのは「諦めないで良かった!!」ということ。修正後に組み込まれたフロントフォークは、これまでとは比較にならない作動性を回復。気持ち良く走ることができるようになった。

定盤の上にVブロックを置き、インナーチューブを載せて回転させると判るが、曲っているインナーチューブはスムーズに回らない。今回のミニトレでは、最大曲がりポイントをダイヤルゲージで測定すると、何と3mmもの振れがあった。まずは最大振れポイントを真上に向け、さらにダイヤルゲージを前後させて一番高いポイントを探しだす。このポイントに縦横マーキングを入れ、油圧プレスにて押し作業を開始する。

油圧プレスに材木で作った受け台を載せ、押し込みポイン卜を真上に向けてインナーチューブをセットする。インナーチューブ曲がりは、多くの場合でアンダーブラケットのクランプ直下から曲がっているケースが多いようだ。修正するインナーチューブが車体に組み込まれているときは、アンダーブラケットからフロントフォークを抜き取る前にクランプ下の「曲がり頂点」と思われる部分をマーキングしておくのも良いだろう。患部発見の目安になる。

押しコマとして用意したのが鉛の固まりである。鉛はご存知のように硬いようで柔らかく、圧力に対して追従する傾向があるため、この特性を利用するのだ。当初は直に押し始めたが、油圧プレスの押しコマ部分が食い込んでしまうので、厚いアルミ板を噛ませて、面圧が均一になるように押したところバッチグー。何度も繰り返し作業していくうちに、四角いブロックだった鉛が、内側が丸くなった凹形状に変化していった。鉛押しはベストかも知れません。




今回曲っていたインナーチューブは、最初に測定したのが最大3mmの振れで、2本目が1.6mm程度の振れだった。ハンドルを切りながら何かに衝突? それとも穴にハマったのか? 3mmの振れがあっても油圧プレスで1トンも掛ければ、インナーチューブは簡単に真っ直ぐ(なよう)に戻る。しかし、曲ってしまったものを真っ直ぐに戻す際には、真っ直ぐなポイントを超えて反対側に曲げるように作業しないと、スプリングバックで戻ってしまう。

一回目のプレス押しで3mmだった振れが半分の1.5mm以下になった。気分を良くしてその後作業を続けるが、さすがに初体験なので思い通りに真っ直ぐになってくれない。油圧プレスで作業しながら定盤の上で測定するのを繰り返し行う。逆に反対側に曲げ戻しすぎてしまうこともあるので、プレスで押した都度、最大曲がり頂点にマーキングを入れて作業進行したい。それでも何度か繰り返し作業することで、振れはどんどん詰まっていく。

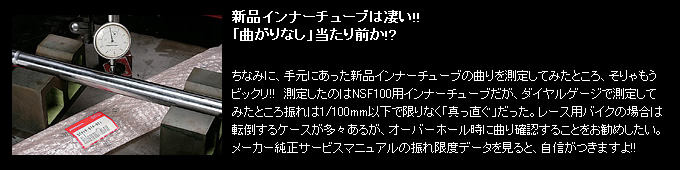
油圧プレスで押している状況。インナーチューブが逆に沿っている様子がわかるだろうか? 最大曲がり頂点をゆっくり押し込みつつ、反対側に反るくらい押さないとスプリングバックで戻ってしまうのだ。鉛の押しブロックに厚めのアルミ板をセッ卜している様子もわかるはずだ。結果、何度も何度も押し&測定を繰り返し行い、2本のインナーチューブはいずれも最大振れで3/100mm以内に入った。メーカーの交換限度は20/100mmなので精度十分!!


- Page1メンテは足元から!!~バイクの足回りメンテナンス~
- Page2まずはオイル塗布&グリスアップから。作動性の向上はすべての基本だ。
- Page3分解しなくても「オイル交換可能」な機種もアリ!
- Page4オイルを抜く前に、実油面を測定する。
- Page5新品オイルシールの打ち込み時は慌てず丁寧に作業しよう。
- Page6オイルシール交換時は古いシールの抜き取りが重要。
- Page7油圧のチカラでオイルシールを押し出す!!
- Page8確かに「程度極上」であることに間違いなし!!だからといって「ノーメンテナンス」で走れるワケじゃない!!
- Page9おそらく5年以上は眠っていた!?だったらベアリングにはグリスアップを施したい。
- Page10走行時の違和感、直進性欠如の原因はステアリングステムベアリングにある。
- Page11ベアリングレースの抜き取り&圧入時にはアイディアひとつで作業性が圧倒的に良くなる。
- Page12高性能ショックアブソーバーを体感したい!スポーツスターにナイトロンを装着。
- Page13インナーチューブの微妙な曲りがサスペンション性能を大きく低下。
- Page14油切れ=作動不良が大きな原因。高性能潤滑剤の利用で作動性&ライフが向上。
- 【前の記事へ】
【Page12】高性能ショックアブソーバーを体感したい! - 【次の記事へ】
【Page14】油切れ=作動不良が大きな原因。
こちらの記事もおすすめです
この記事に関連するキーワード
愛車を売却して乗換しませんか?
2つの売却方法から選択可能!









