

4ストロークエンジンの場合はマテリアルに違いはあれど「曲げたり絞ったり」したパイプを組み合わせて溶接することでマフラーは完成する。
一方「胴径が異なるパイプ状のピース」を組み合わせて製作する2ストロークエンジン用のチャンバーは、4ストエンジン用マフラーと比べて、より一層「手作り感」が強い製造工程である。
数多くのモデル用チャンバーを大量生産するのでなければ、原始的な製造法案の方が、より高品位かつ確かな商品を製造できるのは明らかである。
ここでは、高い評価を得ている輪切りチャンバーが造られる様子の一部をご覧いただこう。
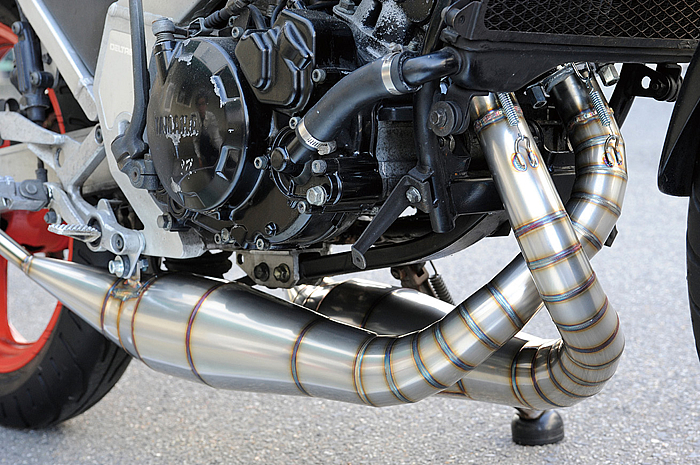 輪切りエキパイのチャンバーは「造り手」にとっても「ユーザー」にとっても、ある意味理想像のひとつである。ケイツー・テックがプロデュースする「タイプ2」と呼ばれるシリーズでは、輪切り仕様のエキパイを標準装備するのが特徴だ。
輪切りエキパイのチャンバーは「造り手」にとっても「ユーザー」にとっても、ある意味理想像のひとつである。ケイツー・テックがプロデュースする「タイプ2」と呼ばれるシリーズでは、輪切り仕様のエキパイを標準装備するのが特徴だ。


|
大きく太い「鬼の角」のような当て金が数多く用意されている工房。チャンバーのテーパー形状違いに合わせ、様々な太さや角度の当て金がある。大型万力でがっちり固定する。 |
|
展開形状通りにカットされたステンレス製シートメタル。任意の太さを実現するためにチャンバーは薄板を巻いてパイプ状にし、それを筒状に溶接して組み合わされていく。 |
|
カットされたシートメタルは3本ローラーで巻くのではなく、テーパー状の当て金に手のひらで押し付けて巻き込む。事前に両端をハンマーで軽く曲げると作業性は良いようだ。 |
|
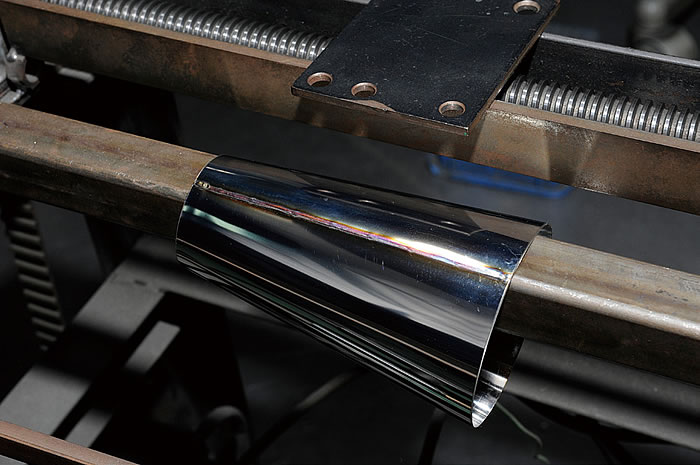
手のひらでしごくようにシートメタルを当て金に押し付けるとこのようにテーパー状の筒となる。ローラーで曲げてしまうと表面にキズが入り商品性が低下する。純粋なハンドメイドだ。 |
|
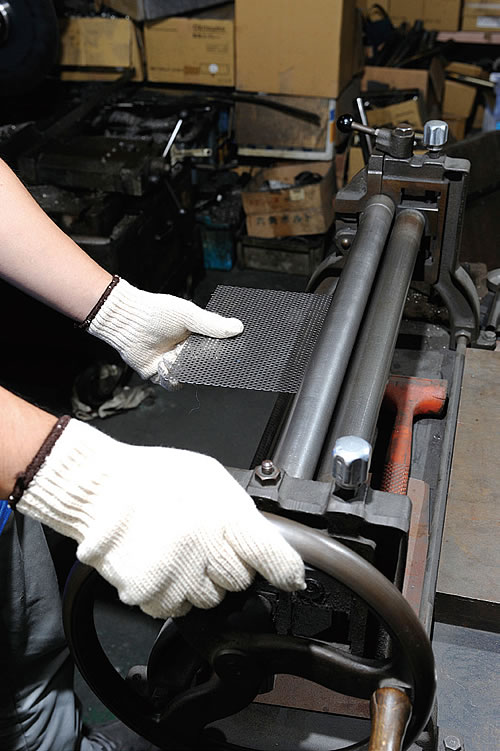
工房内に「3本ローラー」があったので、何に利用するのか尋ねてみると、サイレンサー内部に入る消音パイプ=パンチングメッシュの巻き作業で使用するそうだ。巻き作業にはコツが必要だ。 |
|
4ストロークサイレンサー用に切り出されたパンチングメッシュを目の前で巻いてくださった。一度でパイプ状にはならないので、ローラーを徐々に接近させてパイプ状に巻いていった。 |
|
チャンバーボディのテーパー部分を巻き終えたら手作りの半自動溶接台の上に巻いたピースを載せる。トーチを持つ手は固定したまま、フットペダルで自動的にピースを移動させて一直線に溶接する。 |
|
フットペダルを押すことでモーターが回り、そのモーターがボールネジを回すことでスライドベースが左右に移動する。トーチを持った手をスライドベースの上に載せれば一定速度で溶接できる。 |
|
巻いたシートメタルの両端を溶接して筒状のピースを作り、隣り合わせになるピース同士の合口を確認する。結合部分がしっかり合致しないとダメ。バリが発生していないかも確認する。
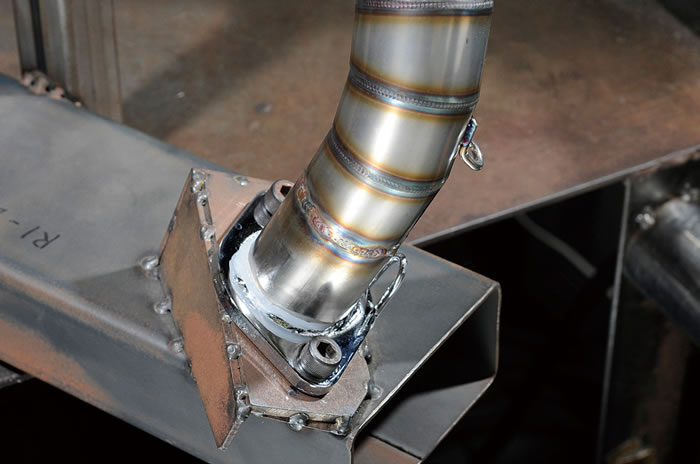
溶接治具にはフレームマウントブラケット用の位置決めもある。溶接前のブラケットを治具に締め付け、チャンバー本体との接合部分を溶接一体化する。治具の精度がバイクへの取り付け精度を左右する。 |
|
隣り合わせになるピース同士の接合部分を目視確認し、少しでも隙間がある場合はヤスリやベルトサンダーで患部を修正する。TIG溶接時は特に隙間や段差の発生に注意しなくてはいけない。 |
|
シートメタルを巻いて溶接した筒状ピースを、ひとつひとつ組み合わせながら溶接していく。ある程度の段階まで来たら溶接Assy 治具にセットしながら全体形状を確認する。 |
|
エキパイフランジとなるプレートを溶接治具に締め付け、溶接途中のチャンバー本体を治具にセットする。そしてエキパイ部分がフランジに合致していることを確認して溶接する。 |











K2tecの特集記事をチェック
 ケイツーテックの手曲げGP-Rシリーズ、グロム・シグナスX等のフルエキラインナップ
ケイツーテックの手曲げGP-Rシリーズ、グロム・シグナスX等のフルエキラインナップ ゼファー400/750/1100 用のスリップオンマフラーをチャンバー職人が創造する
ゼファー400/750/1100 用のスリップオンマフラーをチャンバー職人が創造する K2テック製のNSR250R/MC28用高性能チャンバーに注目!!
K2テック製のNSR250R/MC28用高性能チャンバーに注目!! YZF-R25カスタムを加速させるK2tecのスリップオンマフラー&コアガード
YZF-R25カスタムを加速させるK2tecのスリップオンマフラー&コアガード 高性能かつコストも重視したK2tec「タイプ1」チャンバー
高性能かつコストも重視したK2tec「タイプ1」チャンバー RZ/TZR/NSRのファンを魅了するK2tecのエキスパンションチャンバー
RZ/TZR/NSRのファンを魅了するK2tecのエキスパンションチャンバー K2tecの後方排気のTZR250(3MA)ストリート用チャンバー
K2tecの後方排気のTZR250(3MA)ストリート用チャンバー ヤマハTDR用チャンバーがケイツーテックから登場!
ヤマハTDR用チャンバーがケイツーテックから登場! セミオーダーできる汎用サイレンサーで自分だけのマフラーを手に入れる!
セミオーダーできる汎用サイレンサーで自分だけのマフラーを手に入れる!