ケミカルを活用してタンクのサビ穴を直す編(前編)
掲載日:2010年03月24日 部位別メンテナンス › 外装系

凹みは無いけど、タンク内部は酷いサビ
だったらケミカルでサビ退治に挑戦
旧車やポンコツ車に日常的に接していれば、金属パーツのサビに出会うのも日常茶飯事。たとえタンクのサビでも、最近は優秀なケミカルはきれいにサビ取りした上に防錆皮膜でコーティングできるから、ビビる必要はない。
しかしながら、サビを落とした結果、タンク自体に穴が空いてしまった!! という緊急事態に遭遇すると、そんな余裕の態度ではいられなくなる。鈑金作業のプロなら、サビで腐食した部分を切り取り、シートメタル(いわゆる鉄板)1枚からパーツを叩き出し、それを溶接して補修することもできるだろう。また、小さな穴ならロウや鈑金ハンダで埋めるという手法も考えられる。そうした職人的技法とは別に、鈑金作業に対応するケミカル製品を利用した、誰にでも簡単かつ確実な補修方法も広がりつつある。シート用塗装スプレーでおなじみの「染めQ」を販売するテロソンコーポレーションには、素材密着性が良好で耐薬品・ガソリン性に優れたエポキシ樹脂製パテ「エポフィラー」なる製品があるのだ。今回はまずこれを使用して、タンク補修の下地を作ろう。
ちなみに、この穴を埋める「エポフィラー」は、2液型のエポキシ樹脂を成分とした常温硬化型のパテである。通常のエポキシパテと比較して、薄付け可能な流動性がありながら、硬化後は直接タップを立てられるほどの高い硬度となるのが特徴で、耐薬品性、耐水性、耐湿性および耐熱性が優れている。さらに金属表面に塗布した際に素材への食い付きが良好で、浸透性の高いガソリンでも腐食穴とパテの隙間から染み出すことはないという。こうした特性から、工場内の高圧ガスや薬品などの配管の補修にも数多くの使用実績があり、バイクを始めとする燃料タンクの補修にも、熱や火花が発生しない点から重宝されているのだそうだ。
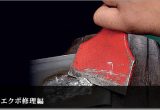
実際のサビ穴補修で大切なのは“遠慮なくサビを落とす”ということだ。ニーグリップラバープレートを取り外した裏側にはサビがまん延し、ケミカル漏れの穴も確認できるが、サビは見えている部分だけだと判断せず、積極的に素材のコンディションを確認する。具体的には、サビのある周辺をピンポンチなどで軽く叩いてみる。もし裏側から腐食が進んでいれば、簡単に貫通してしまうはずだ。これを遠慮すると、せっかくタンク表面からエポキシパテで穴を塞いでも、裏側では少しずつサビが進行してしまう。余裕を持って24時間以上放置すれば、完全硬化してガソリンも漏れなくなる。
作業手順を見てみよう!
|
サビ穴補修のサンプルとなったのは1968年製ヤマハHS1用ガソリンタンク。外観は塗装のツヤが引けた程度でへこみもなく、内部のサビも並程度と思ったが。 |
タンク内部を台所用の中性洗剤で洗浄して残った油分を洗い流し、定評のタンクサビ取り剤「花咲かG タンク・クリーナー」で除錆&防錆処理を開始。 |
すると作業開始からしばらくして、タンク底部から花咲かGが漏れ始めた!! タンク内部に積層したサビが落ちた時点で、内外がつながってしまったのだ。 |



|
当初タンク底かと思われた穴は、実は左側ニーグリップラバー取り付けプレート裏側にあると判明。サイドスタンドで停車中に、水が溜まりやすいのだろう。 |
その証拠に、右側プレートのコンディションは良好で、左側のようにサビでグズグズにはなっていない。旧年式のニーグリップラバー装着車に頻発する症状だ。 |
当初疑ったタンク下部の溶接部分は、サビは酷いものの穴は空いてないことが判明。ただし、左右下部をつなぐバランスチューブパイプの根元はかなり不安。 |



|
タンクに空いた穴を埋めるのにドリルを持ち出して何をするの? という感じだが、これはニーグリップラバープレートのスポット溶接を揉み取る道具。ヤケを起こしたわけではない。 |
ドリルの先端は通常の刃先と異なり一文字カット。穴を空けるというより、溶接部分を一定の面積で削り取るという感じだ。タガネではつると、溶接部が裂けることもあるので使用厳禁。 |
センターポンチを使って、溶接部分の真ん中に狙いをつける。プレートの段付き部分の近くで溶接してある部分もあり、ここは一文字ドリルの刃が入りにくい。 |



|
タンクに向かってドリルを立てるとは自虐的だが、ポンチマークを狙って、一文字ドリルで溶接部を削り取る。ドリルをスリコギ運動させて、刃の外周でプレート部をカットする。 |
スポット溶接部をうまくカットできると、このような痕跡になる。中心部で僅かに光沢のある部分が溶接部だ。一般的なドリル刃だと、この時点でタンク本体にも穴が空いてしまう。 |
プレート内周部のスポット溶接部をすべてドリルで揉み取り、タンクから剥がす。一度入った水分が抜けづらいせいか、プレートとタンクの接触部全周にサビが発生しいている。 |



|
近づいてみると、点状に見える溶接部以外はすべて下からサビが浮いてきている。その一部に穴が空いているのだから、その他の部分に貫通部分があってもまったく不思議ではない。 |
ディスクグラインダーでサビを落とすだけで、すでにいくつもの貫通穴が確認できるようになる。あまりしつこくやると全面的に抜け落ちる恐れもあるから、覚悟を決めて作業する。 |
さらに念を入れて、穴の空いた部分を中心にピンポンチで状況確認を行う。サビの皮一枚で塞がっている部分は、軽いハンマリング一発でズボッと抜ける。ドリルに続く自虐的行為。 |



|
ポンチを打つ目的はもうひとつ、エポフィラーの膜厚を稼ぐためでもある。強度や耐ガソリン性が良好とはいえ、極度に膜厚が薄いと性能が発揮できない。最低でも2㎜程度は欲しい。 |
サビ落としとサビ穴のチェックを行ったら、金属素材に残ったサビに深く浸透して水分と結合して安定状態に転換し、パテや上塗り塗装との密着性も良好な、テロソンコーポレーションの「必殺 錆封じ」(0・9l 5800円)を使用する。 |
サビ転換剤はある種の樹脂皮膜を形成する塗料だが、通常の塗料に比べて浸透力が著しく強力なのが特徴。必殺錆封じは、塗装表面に直接パテ付けできるのが、他の転換剤との違いだ。 |



|
使用前にパッケージごとよく振った溶液を、使用分だけ紙コップなどの別容器に取り分ける。塗布用のハケをボトルに入れると、ボトル内で反応するので、必ず別容器に移すこと。 |
タンク表面にハケで薄く塗る。浸透性が高いのでスッと広がり膜厚もまったく感じさせない。貫通穴周辺とパテを入れる部分を中心にまんべんなく塗っておく。 |
「必殺錆封じ」は塗布後、常温(20℃)で2~3時間経過すればポリエステルパテを塗布できる。今回は23時間以上乾燥放置したのちにエポフィラーを使用。 |



|
エポフィラーは主剤1㎏と硬化剤0.5㎏がセットとなり、使用時には両者を2:1の割合で混合する。今回の作業では、トータルで主剤45g、硬化剤22.5gを使用。 |
主剤は白色でほぼ無臭。使用前にはパテヘラなどで全体を十分に撹拌し、成分を均一にしておく。ヘラを引き上げるとツーっと糸を引き、流動性はかなり高い。 |
混合比を正しく管理するため、主剤と硬化剤は計量スプーンなど容積が明確な入れ物で量り取る。硬化速度はポリパテほど速くないが、混合は使用分量ごとに行うのが良い。 |



|
ほとんど黒色の硬化剤は、酢酸系(?)の刺激臭がかなり強烈なので、クンクン嗅いではいけない。こちらも流動性は高く、計量スプーンで量るのは容易だ。 |
パテ用のパレットの上で、使用分の主剤のみをよくこねて、内部に入った空気を押し出す。その後硬化剤を添加し、均一のグレーになるまでよく混ぜ合わせる。 |
このエポフィラーの硬化速度はポリエステルパテほど速くないので、塗布作業は余裕をもって行える。まずは穴部分を中心に、先にへこませた部分にこすり付けるように塗る。 |



|
上で塗布したパテが指で触れてもくっつかないほど硬化したら、グラインダーでサンディングした部分を全面的にカバーするようにパテを盛り上げる。薄付けでも伸びは良いようだ。 |
小穴だらけで絶望的だったことを感じさせない、きれいな仕上がり。溶接やハンダ付けなどのテクニックを必要とせず穴が塞がるというのは、サンメカにとっては嬉しいケミカルだ。 |
24時間ほど経過すると、ツルツルのガチガチに硬化する。標準的な使用条件では、常温6時間で研磨上塗り作業ができ、12時間置けば粉体塗装の乾燥炉で焼いても平気だという。 |



|
表面を整える際は耐水ペーパーで水研ぎする。ほぼ平面を研ぎ落とすので、必ずサンディングブロックを使用すること。始めに#400、続いて#600の順番で研磨した。 |
作業後、タンクに水を満たしてバケツの上でチェック。サビ取りケミカルがポタポタ漏れていた作業前から一変し、まさに水も漏らさぬ仕上がりとなった。ニーグリップラバープレートのない、ツルンとしたこの仕上がりも、なかなか悪くない。 |


- 【前の記事へ】

タンクボトムに穴をあけて凹みを直す編 - 【次の記事へ】

ケミカルを活用してタンクのサビ穴を直す編(後編)